使用道具 举报
本版积分规则 发表回复 回帖并转播 回帖后跳转到最后一页
|手机版|小黑屋|Archiver|工控之家 ( 鲁ICP备12015736号-1 )
GMT+8, 2024-9-30 03:25 , Processed in 0.318085 second(s), 40 queries .
Powered by Discuz! X3.4
Copyright © 2001-2020, Tencent Cloud.
 发表于 2012-7-12 01:51:33
发表于 2012-7-12 01:51:33
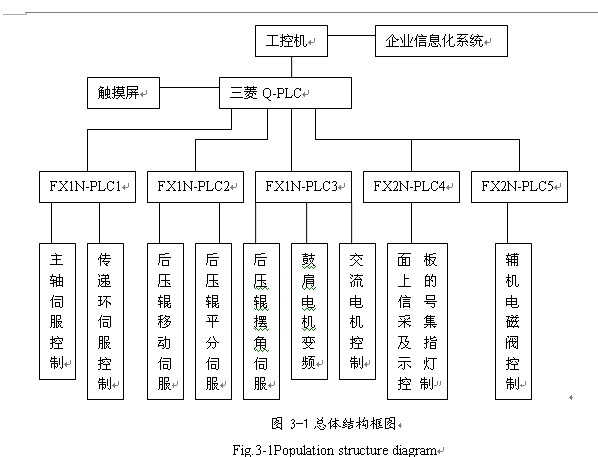 1.图中为什么有的地方用FX1N ,有的用 FX2N,具体对各个硬件是怎么适用的呢~~
1.图中为什么有的地方用FX1N ,有的用 FX2N,具体对各个硬件是怎么适用的呢~~ 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 千斤顶
千斤顶 显身卡
显身卡